Machining Allowance
When you’re getting ready to machine a part, whether it’s from a casting, a forged blank, or straight off a CNC machine, one of the first things you need to think about is machining allowance. That’s the extra material you leave on purpose, just so you can remove it later to hit the right size and surface finish. It sounds simple, but it makes a big difference.
This extra layer isn’t just for cleanup, it’s your insurance. It gives you room to meet tight tolerance zones and smooth out any surface defects. Plus, it helps you deal with real-world issues like thermal expansion, tool wear, or even raw material inconsistencies that show up in different batches.
From aerospace hubs to medical parts, nearly every industry uses machining allowance. It’s part of the language that design engineers and machinists both understand. For ferrous castings, you’re usually looking at 2 to 15 mm of extra stock, sometimes 2.5 to 4 mm just to make sure there’s no leftover damage. In contrast, aluminum die-cast components may only need 0.5 mm thanks to their smoother mold surfaces.
In this article, we’ll focus on how machining allowance works, why it matters, and how you can use it to get better results every time.
What is Machining Allowance?
What is Machining AllowanceMachining allowance, also called stock allowance or machining margin, refers to the intentional excess material left on a part to be removed in later finishing operations. It’s not a mistake, it’s a strategic design requirement you apply to ensure the final product achieves the right dimension, geometry, and quality.
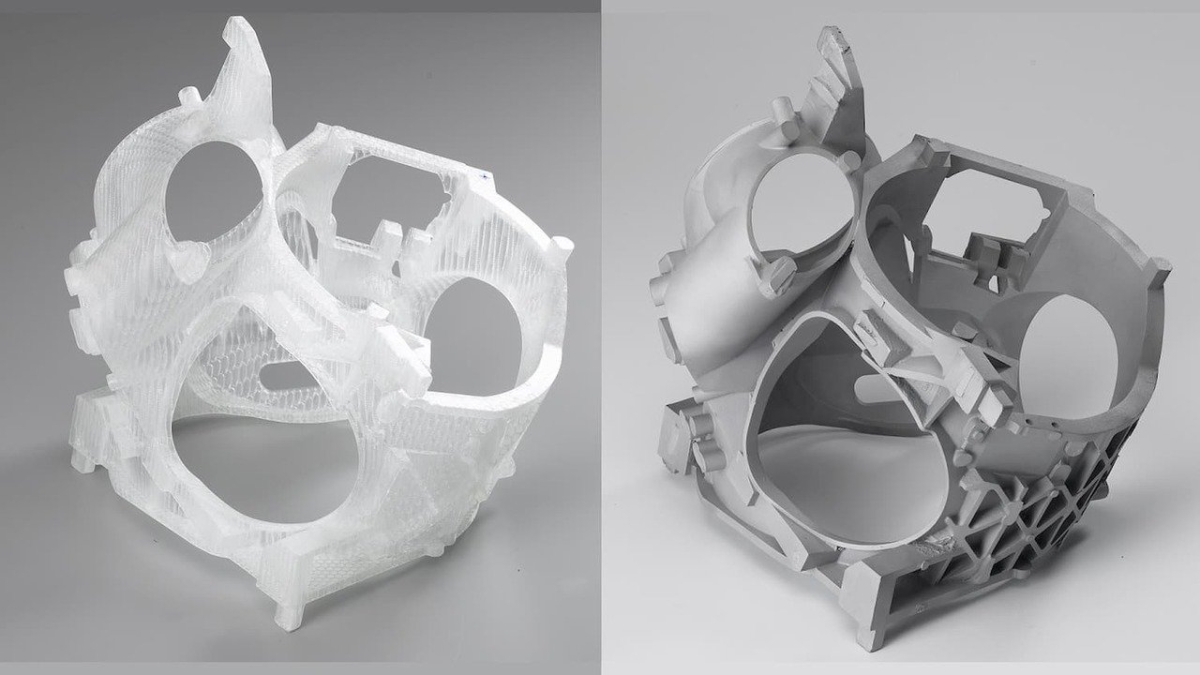
If you’re working with rotating parts like shafts or bores, this figure is bilateral, meaning the excess is applied on both sides of the diameter. For flat faces or planar features, it’s usually unilateral, added only in one direction along the thickness. This added layer ensures that defects like sand from casting, decarburized steel surfaces, chilled skin, forging scale, or even minor heat-treatment deformations are completely removed before the part is finalized.
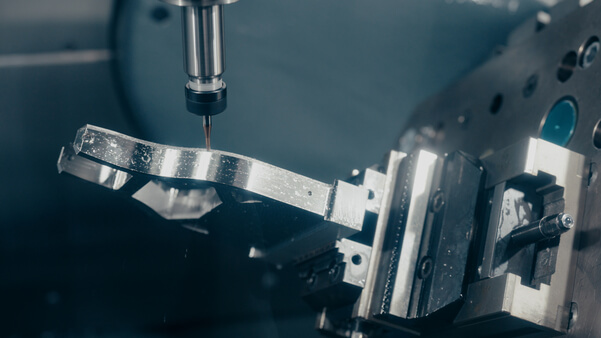
Different manufacturing processes call for different default values. For example, sand casting often requires 2 to 5 mm, closed-die forging may need 1 to 3 mm, while billet-based CNC machining usually stays within 0.5 to 1 mm of stock. Overshooting these ranges leads to material waste and longer cycle times, while undershooting them risks machining errors or scrap due to incomplete cleanup.
You’ll often see machining allowance noted directly on engineering drawings, labeled as “STOCK +X” near a feature or dimension. In CAD and CAM software, this value is usually represented as a secondary “stock body” that overlays the finished shape.